关键词 |
出售十字柱,十字柱联系方式,台州十字柱,十字柱多少钱一吨 |
面向地区 |
焊缝表面不得有裂纹、焊瘤等缺陷。、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷。且焊缝不许有咬边、未焊满、根部收缩等缺陷。
焊接结构的安全性能高。由于钢材具有良好的塑性,在一般情况下,不会因偶然超载或局部超载造成突然断裂破坏,而是事先出现较大的变形预兆,以便采取补救措施。钢材还具有良好的韧性,对作用在结构上的动载荷适应性强,为焊接结构的安全使用提供了可靠。
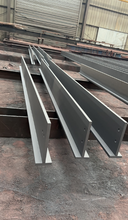
头、开端部坡口、开锁口、制孔及组立十字形钢工序。
(1)切头及开端部坡口时,按加劲板的道数、柱总长及焊缝形式加放出焊接收缩量,要求铣端时加放铣端量。
(2)柱本体上的穿筋孔可在组立十字前制孔。按选定的基准面为基准,进行画线制孔。
(3)铆工平台应水平,以防止构件扭曲变形。在 H型钢腹板上画出T型钢定位线,焊缝部位要求打磨。组立、点焊后隔1m左右打上支撑。
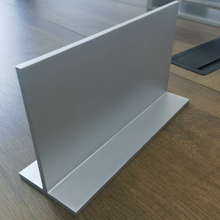
十字柱总装、焊接、端及装焊耳板操作要点。
(1)打出标高线。标高线位置约在柱底向上500~1000mm处,以便安装时测量标高。标高线应以基准面为准拉尺。
(2)所有牛腿安装应以标高线或基准面为基准拉尺。牛腿上应打上方向标记。
(3)焊接时应注意焊接顺序,尽量减小焊接变形。焊接完毕后进行矫正。
(4)铣端应铣去柱余长,并端部垂直度。
(5)装焊耳板关系到柱安装定位,应引起足够重视。安装位置应严格按图纸施工
(6)栓钉焊接、清渣、除锈、油漆、编号等工序按通用工艺执行。
加工注意事项
(1)基准面的选择。要求铣端时,应以柱下端为基准面,上端留出铣端量。不要求铣端时,应选择柱上端作为基准面。
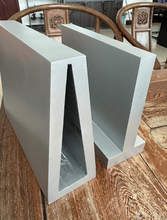
(2)十字组立应以基准面对齐进行组立,主焊缝为全熔透焊缝时应在截面尺寸上放出相应的焊接收缩量。
(3)十字形钢焊接应考虑埋弧焊进行焊接。焊接时,应注意关注焊接变形情况,注意焊接顺序,尽量减小焊接变形。
(4)由于十字形截面约束度小,焊接时易于变形,应严格控制焊接顺序,采用对称施焊。
(5)整个焊接工作在胎具上进行,利用丝杆、夹具把零件固定在胎具上,通过不同的焊接顺序,使焊接变形达到平衡。
(6)如利用胎具仍达不到控制变形的效果,则应加设临时支撑,焊完冷却后再行拆除,构件的长度在后一道工序加工。
在施工前,需要进行充分的准备工作。要熟悉图纸,了解钢柱的结构形式、尺寸、质量要求等。需要准备好所需的工具和材料,如焊机、切割机、螺丝等。需要对施工现场进行清理和检查,确保施工安全。
钢柱的基础制作是施工的重要环节之一。在制作基础时,需要根据钢柱的重量和使用要求,设计出合适的基础形状和尺寸。同时,需要注意基础的强度和稳定性,确保钢柱能够稳定地安装在基础上。
钢柱的制作需要按照图纸要求进行。在制作过程中,需要注意以下几点:
1、钢材的质量和尺寸要符合要求;
2、切割和成型要准确;
3、焊接时要选用合适的焊材和工艺,确保焊接质量;
4、钢柱的表面处理要符合要求,确保防腐效果。
在安装过程中,需要注意以下几点:
1、安装前要对基础进行验收,确保基础符合要求
2、安装时要钢柱的垂直度和标高准确;
3、钢柱与基础的连接要牢固,确保稳定性;
4、在安装过程中,需要注意保护钢柱的表面,防止损坏。
佛山本地十字柱热销信息